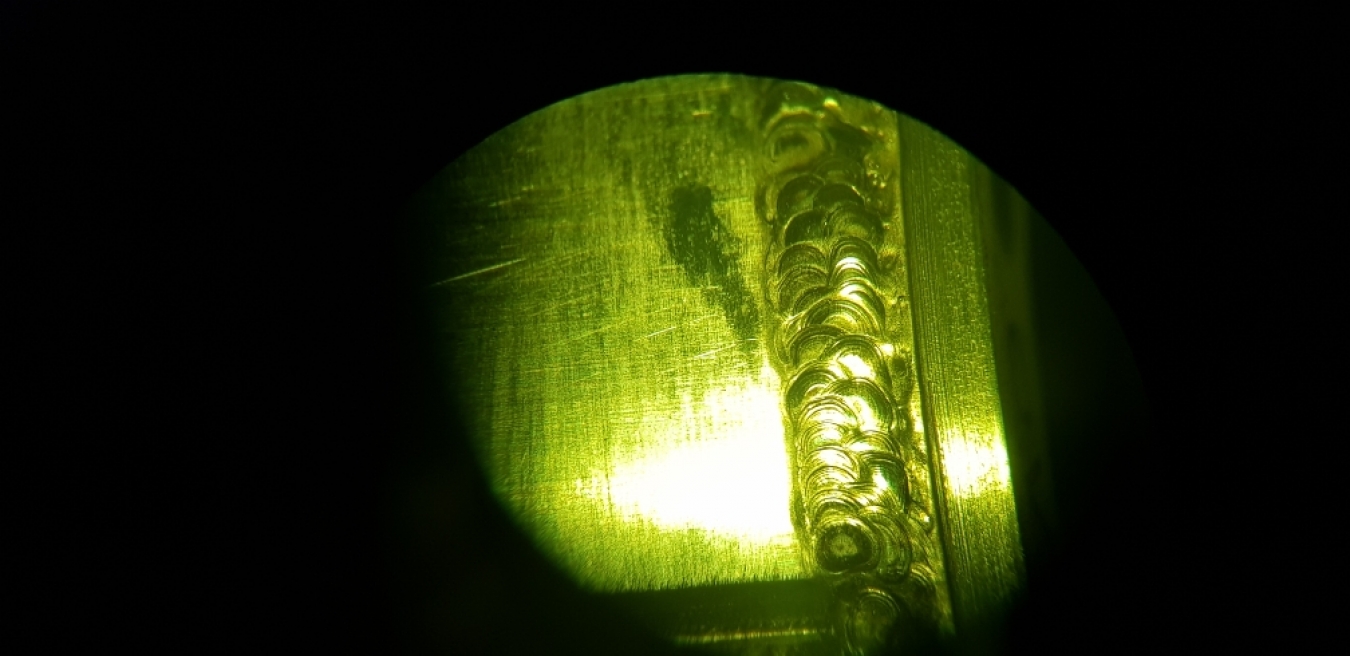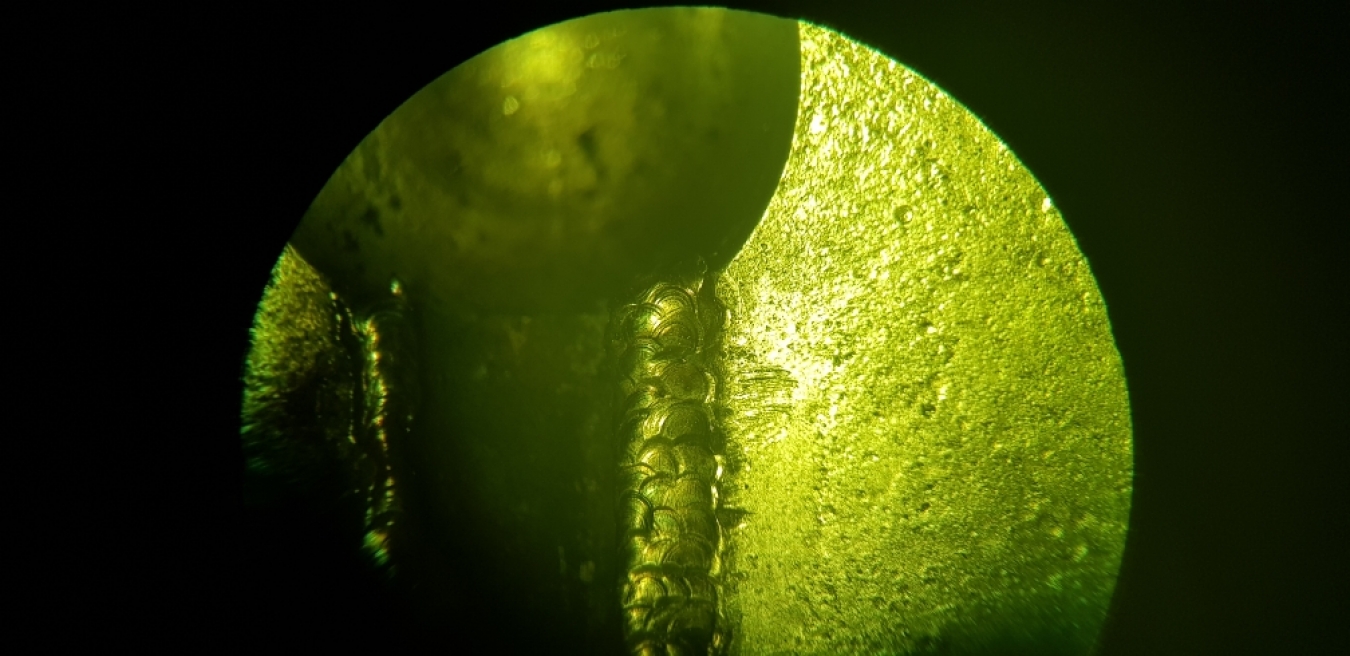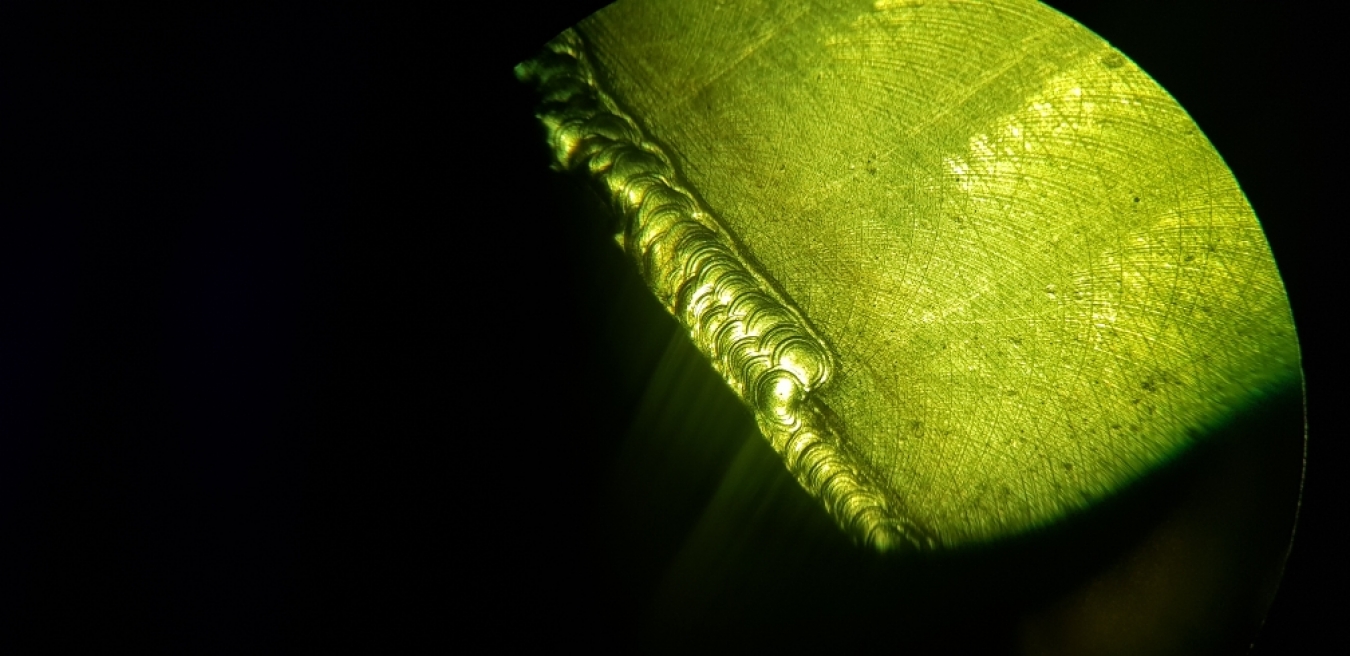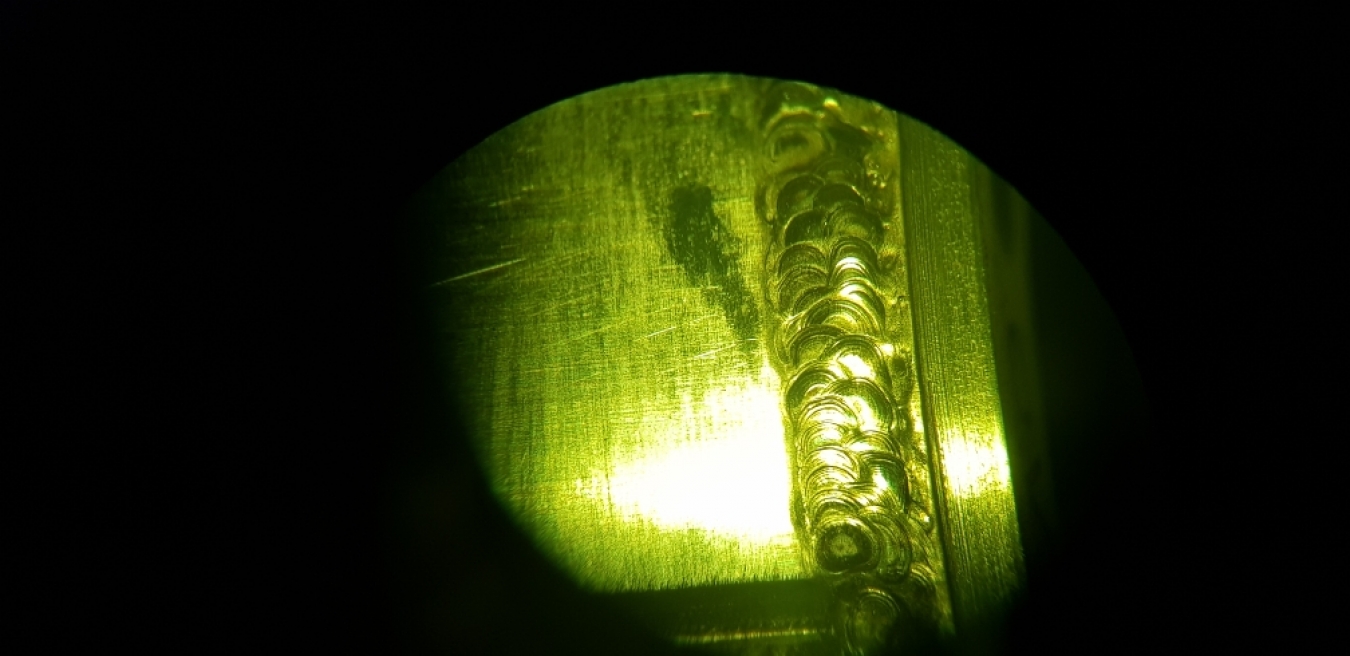
Spawanie laserowe wykorzystuje wiązkę o dużej gęstości energii. Efektem spawania laserowego jest mała szerokość strefy wpływu ciepła i niskie oddziaływania temperatury na konstrukcję, szybkie odprowadzanie ciepła i stygnięcie spoiny. Możliwa do uzyskania szerokość uzyskiwanych spoin to 0,2–1 mm, praktycznie wykorzystywane są głównie spoiny o małych szerokościach. Głębokość penetracji materiału przez wiązkę laserową jest proporcjonalna do mocy zasilania, ale zależy również od lokalizacji punktu skupienia wiązki i szybkości spawania.
Spawanie laserowe stosowane jest do spawania stali stopowych, wysokowytrzymałych stali niskostopowych, stali węglowych, metali trudnotopliwych, metali aktywnych chemicznie, aluminium i tytanu. Spawanie to wykonywane jest przy użyciu mikroskopu co pozwala na precyzyjne poprowadzenie spoiny. Metoda ta pozwala na napawanie i regeneracje ubytków w materiale spawanym.